
www.modernitovarna.com
17
'26
Written on Modified on
Monolitní karbidové frézy pro obrábění titanu v leteckém průmyslu
Společnost Walter rozšiřuje své portfolio pro obrábění o specializované monolitní karbidové frézy navržené pro vysoce výkonné frézování slitin titanu a nerezové oceli.
www.walter-tools.com
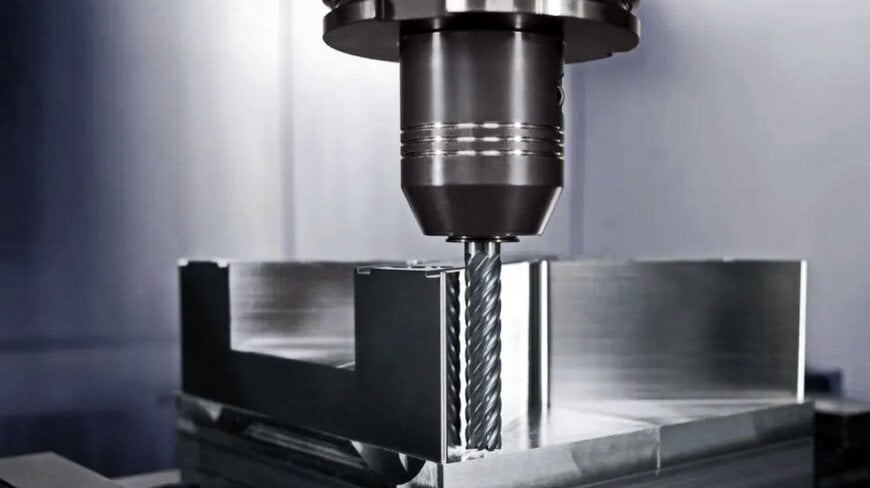
Rozšíření portfolia monolitních karbidových fréz Xill·tec Aero přináší nástroje MC331 Advance a MC333 Advance, které jsou navrženy speciálně pro skupiny materiálů ISO M a S. Tyto frézy se zaměřují na přesné požadavky obrábění titanových slitin, jako je Ti6Al4V, a nerezových ocelí, včetně 316L, které převládají v leteckém, zdravotnickém a energetickém průmyslu. Technický základ těchto fréz spočívá v univerzální řezné povlakované sortě WK40EA v kombinaci se specializovanou geometrií s nerovnoměrnou roztečí zubů. Tato geometrie minimalizuje vibrace během provozu, což umožňuje dosáhnout vysoké kvality povrchu a plynulosti chodu i při použití vysokých řezných parametrů.
Konfigurace produktů a provozní případy použití
Nástroje se vyrábějí v pětibřitých a sedmibřitých konfiguracích s metodickými průměry od 6 do 25 milimetrů. Délka břitu se pohybuje od 2 do 5 násobku průměru frézy. Model MC331 Advance se vyrábí bez utvačeče třísek, zatímco model MC333 Advance má integrovaný utvačeč třísek. Obě konfigurace podporují procesy dynamického frézování, které se vyznačují vysokým úběrem materiálu, stejně jako dokončovací operace, jako je frézování rohů do rohu. Nástroje jsou kompatibilní s procesy renovace pro prodloužení životnosti a zakázkové rozměry jsou k dispozici prostřednictvím specializovaných expresních výrobních služeb. Tento konstrukční přístup optimalizuje životnost nástroje a stabilitu procesu ve vysoce zatížených výrobních prostředích.
Dodatečný kontext: Technické specifikace a konkurenční srovnání
Při obrábění náročných materiálů skupin ISO M a ISO S konkurují tyto nové monolitní karbidové frézy zavedeným vysoce výkonným nástrojům, jako je řada Kennametal HARVI a frézy Sandvik Coromant CoroMill. Zatímco standardní monolitní karbidové nástroje při obrábění slitiny Ti6Al4V často trpí nerovnoměrným opotřebením a tepelným přetížením, moderní geometrie využívají nerovnoměrnou rozteč zubů k rozložení řezných sil a potlačení regenerativního chvění. V porovnání s klasickými čtyřbřitými nástroji umožňují pětibřité a sedmibřité varianty (z5/z7) významné zvýšení posuvu na zub a úběru materiálu při zachování stejné řezné rychlosti. Kombinace houževnatého substrátu sorty WK40EA a flexibilních možností geometrie s utvačečem třísek nebo bez něj staví tyto nástroje přímo do oblasti vysokorychlostního a dynamického hrubování, kde životnost nástroje a stabilita procesu představují hlavní ekonomické ukazatele.
Editoval Evgeny Churilov, Induportals Media-upraveno AI.
www.walter-tools.com
